Design series of water-tube tunnel boilers
Water-tube tunnel boilers have a horizontal layout and the heated medium passes inside evaporation surface tubes. This design series is most efficiently used in the dust-laden environments of the chemical and petrochemical industries.
An example of application of tunnel boilers: process plants for catalytic cracking, in which the utilisation gas contaminated by the catalyst passes through the boiler, emitting the heat necessary for producing the steam. The water-tube boilers of this type can produce both saturated and superheated steam, depending on the company’s process requirements.
The primary purpose of these boilers is working with highly dust-laden gases, where other boilers have to undergo periodic shutdowns with manual cleaning; another advantage is the ease of installation and operation.
Water-tube tunnel boilers are designed with respect to fully automated cleaning of heating areas and with minimum maintenance costs. The boilers are supplied in transport units, parts, components. The unit design reduces the transport and installation costs, and increases maintenance and repair ability. Waste boilers are equipped with platforms and ladders for maintenance and repairs, necessary closing and control fittings, safety valves, accessories, inspection and metering instruments.
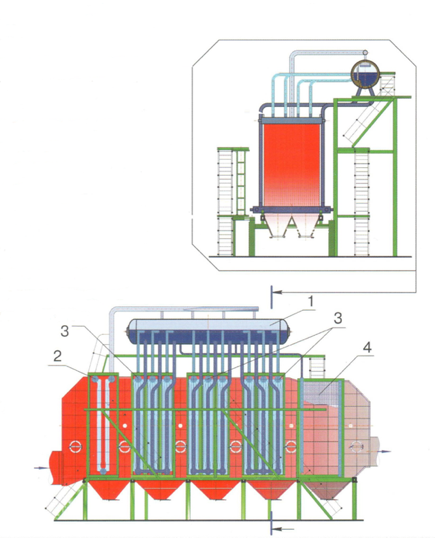
1. Cylinder
2. Superheater
3. Evaporation sections
4. Pre-heater